Objektivní
Cílem aplikačního testu je indukční pájení hliníkových trubek na hliníkové části za méně než 15 sekund. Máme hliníkové trubky a hliníkový „přijímač“. Pájecí slitina je slitinový kroužek a má teplotu toku 1030 ° F (554 ° C).

Zařízení
Indukční ohřívací stroj DW-HF-15kw
 indukční ohřívač HF-15
indukční ohřívač HF-15Materiály
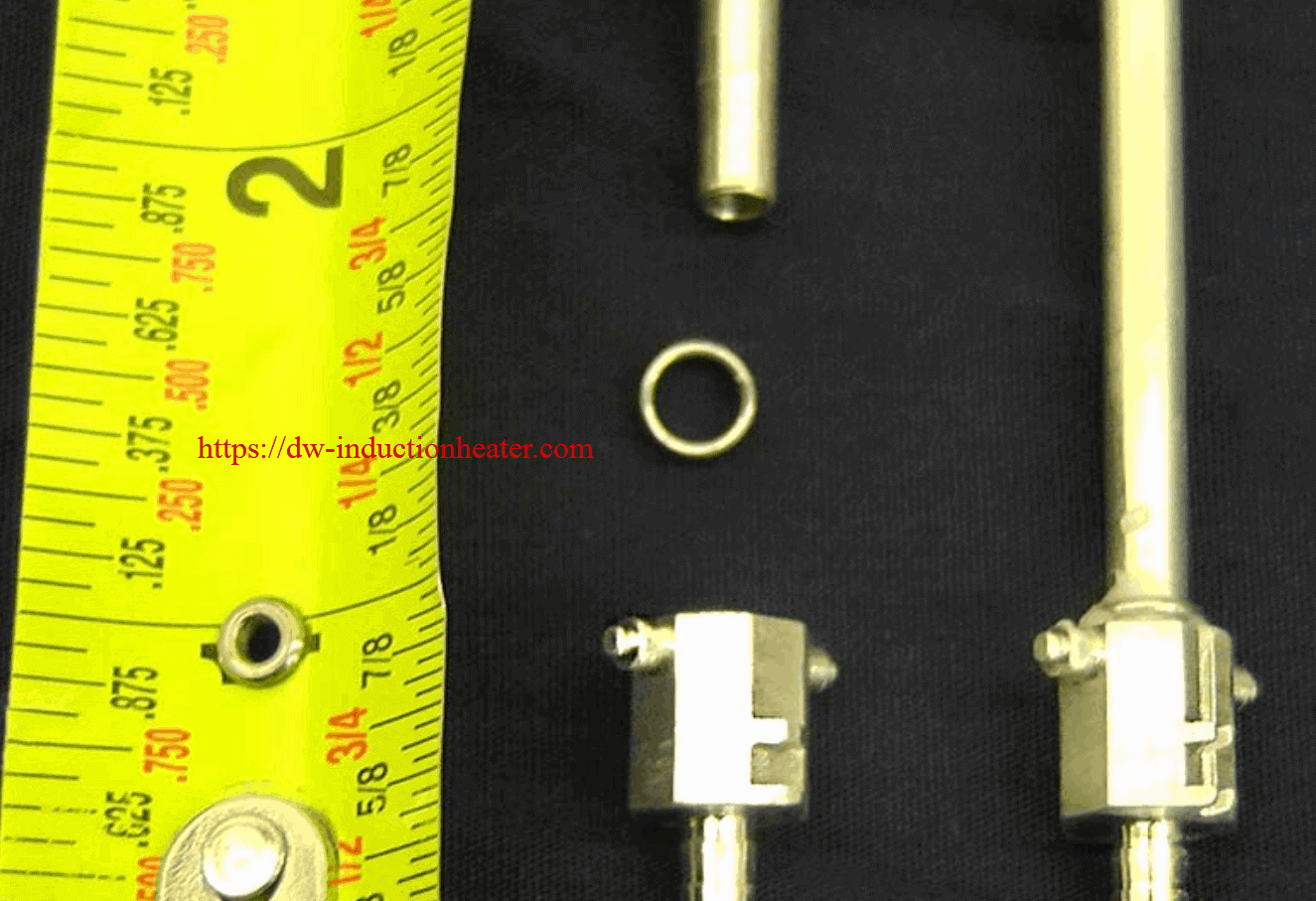
• Hliníková trubka: OD 0.167 mm (OD), ID 4.242 “(0.108 mm)
• Hliníková součástka: ID. 1675 ”(4.255 mm), hloubka 288” (7.315 mm),
zkosení v horní oblasti je ID 0.2375 ”(6.033 XNUMX mm) max
• Slitina pájky ve formě prstence ze slitiny se dvěma otáčkami
• Flux

Klíčové parametry
Teplota: 1030 ° F (554 ° C)
Výkon: 5 kW
Čas: 14 sekund

Process:
- Hliníková součástka a trubice byly sestaveny společně se slitinovým kroužkem. Byl přidán tok.
- Část byla umístěna v indukční cívce.
- Bylo provedeno několik testů s různými dobami cyklu pro potvrzení doby zahřívání pro dobré pájení.
- V 15 sekundách se shromáždění roztavilo.
- Ve 14 sekundách jsme měli úspěch při pájení hliníku na hliník a bylo dosaženo kvalitního pájeného spoje.

Výsledky / Výhody:
Indukční topný systém o výkonu 5 kW požadovaný zákazníkem splní časové požadavky zákazníka na indukční pájení.
- Přesná regulace času a teploty
- Výkon na vyžádání s rychlými tepelnými cykly
- Opakovatelný proces, nezávislý na operátorovi
- Trezor indukční ohřev bez otevřeného plamene
- Energeticky efektivní vytápění