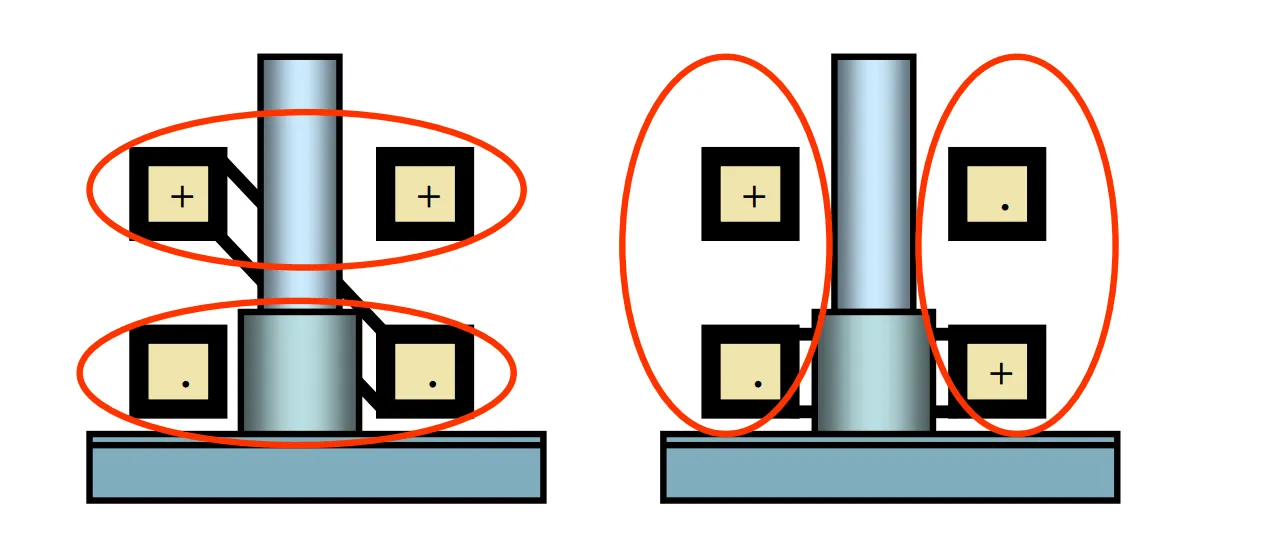
Indukční pájení hliníkových trubek

Pro zvýšení účinnosti a snížení tepelného účinku ohřevu kovu je navržena technologie indukčního pájení. Výhoda této technologie spočívá především v přesném umístění ohřevu přiváděného do pájených spojů. Na základě výsledků numerické simulace pak bylo možné navrhnout parametry nutné k dosažení … Dozvědět se více