
Indukční pájené měděné dráty s vysokofrekvenčními topnými jednotkami IGBT
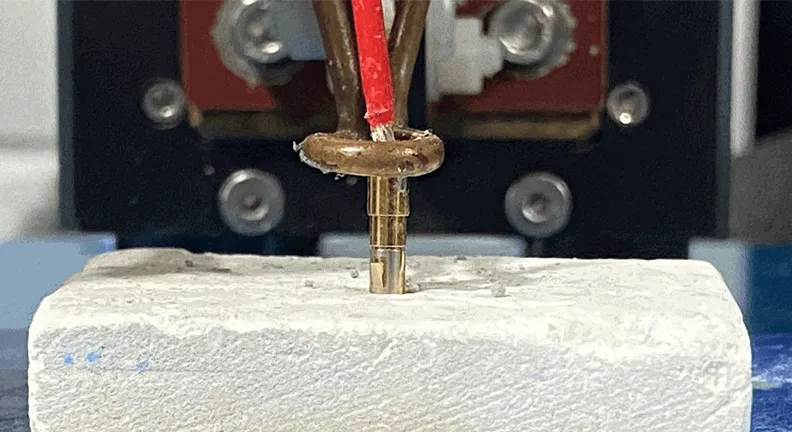
Objektivní pájení dvou měděných drátů na předinstalované věže na měděné přípojnici
Materiál Pájená tyč z mědi a niklu, 2 pocínované lankové měděné dráty, pájecí tyčinka
Teplota 446 ºF (230 ºC)
Frekvence 230 kHz
Zařízení • Indukční topný systém DW-UHF-6kW, vybavený vzdálenou pracovní hlavou obsahující jeden kondenzátor 1.2μF.
• Indukční topná spirála navržená a vyvinutá speciálně pro tuto aplikaci.
Proces K připájení sestavy přípojnice se používá čtyřotáčková rozdělená spirálová cívka. Dva měděné vodiče jsou přivedeny na věže a napájení je přivedeno na 2 sekund. Pájecí tyčinka se ručně přivádí k zahřátým částem a pájka proudí rovnoměrně a vytváří spoj.
Výsledky / Výhody Indukční vytápění zajišťuje:
• Snížená doba pájky
• Rovnoměrné rozložení topení
• Soudržnost ke spoji



