Indukční ohřívací ocelová deska pro kování
Popis
Indukční ohřívací ocelová deska pro kování a tváření za tepla
Kovová indukční topná ocelová deska pro kování a tváření za tepla jsou vynikající aplikace pro indukční ohřev. Průmyslový Indukční kování a tváření za tepla procesy zahrnují ohýbání nebo tvarování kovového sochoru nebo květu poté, co byl zahřát na teplotu, při které je jeho odolnost proti deformaci slabá. Lze také použít bloky neželezných materiálů. 
Indukční topné stroje nebo konvenční pece se používají pro počáteční zahřívací proces. Sochory mohou být přepravovány přes induktor přes pneumatický nebo hydraulický tlačný stroj; pohon štípacích válečků; pohon traktoru; nebo chodník. K měření teploty sochoru se používají bezkontaktní pyrometry.
K ohýbání nebo tvarování kovu se používají jiné stroje, jako jsou mechanické rázové lisy, ohýbací stroje a hydraulické vytlačovací lisy.
Cíl: Před kováním předehřejte ocelovou desku (3.9 ”x 7.5” x 0.75 ”/ 100 mm x 190 mm x 19 mm), abyste vytvořili plečku s cílem zvýšit produkci ve srovnání s předehřátím plynovou pecí.
Materiál: Ocelový plech
Teplota: 2192 ºF (1200 ºC)
Frekvence: 7 kHz
Indukční ohřívací zařízení: DW-MF-125/100, 125 kW indukční topný systém vybavené vzdálenou tepelnou stanicí obsahující tři kondenzátory 26.8 μF.
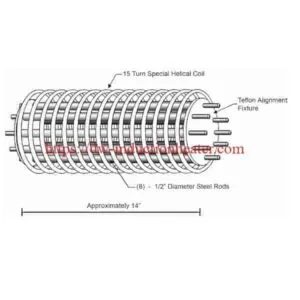
- Třípolohová víceotáčková spirálová cívka navržená a vyvinutá pro generování požadovaného tepla pro tuto aplikaci.
Postup Ocelová deska byla vložena do třípolohové víceotáčkové spirálové cívky a bylo zapnuto napájení. V 37 sekundách byla vložena druhá deska z nerezové oceli a v 75 sekundách byla vložena třetí deska z nerezové oceli. Po 115 sekundách bylo u první části dosaženo požadované teploty a proces pokračoval.
Po spuštění lze díly zahřívat každých 37 sekund od pořadí, ve kterém byly zadány. Zatímco celková doba cyklu je 115
sekundu, lze každých 37 sekund odstranit součást, což umožnilo indukci k dosažení požadované rychlosti výroby
a dosáhnout značných zisků ve srovnání s použitím plynové pece.

Výsledky / Výhody
Vyšší rychlost výroby: Proces dosáhl rychlosti výroby 100 dílů za hodinu, zatímco plynová pec vyrobila 83 dílů za hodinu
- Opakovatelnost: Tento proces je opakovatelný a lze jej integrovat do výrobního procesu
- Přesnost a účinnost: Vytápění je přesné a efektivní, přičemž teplo se aplikuje pouze na ocelové desky
Přibližná teplota tváření za tepla nejpoužívanějších průmyslových materiálů je:
• ocel 1200º C • mosaz 750º C • hliník 550º C
Aplikace pro úplné tváření za tepla
Indukční ohřívací stroje se běžně používají k ohřevu ocelových předvalků, tyčí, mosazných bloků a titanových bloků na správnou teplotu pro kování a tváření za tepla.

Aplikace částečného tváření
Indukční ohřev se také používá k ohřevu částí, jako jsou konce trubek, konce náprav, automobilové díly a konce tyčí pro částečné tváření a kování.
Výhoda indukčního ohřevu
V porovnání s konvenčními pecemi nabízejí indukční ohřívací stroje kování významné výhody z hlediska procesu a kvality:
Mnohem kratší doby zahřívání, minimalizování tvorby vodního kamene a oxidace
Snadná a přesná regulace teploty. Díly při teplotách mimo specifikace mohou být detekovány a odstraněny
Žádný čas neztrácel čekání na to, aby pec stoupla na požadovanou teplotu
Automatizovaný indukční ohřívací stroje vyžadují minimální manuální práci
Teplo může být směrováno do jednoho konkrétního bodu, což je velmi důležité pro součásti s pouze jednou tvarovací oblastí.
Vyšší tepelná účinnost - teplo se vytváří v samotném dílu a nemusí se ohřívat ve velké komoře.
Lepší pracovní podmínky. Jediné teplo přítomné ve vzduchu je teplo samotných částí. Pracovní podmínky jsou mnohem příjemnější než u palivové pece.