indukční ohřev válcování za tepla
Popis
indukční ohřev válcování za tepla s indukční topným systémem IGBT
Cíl Zahřát obvod pluhových disků před procesem válcování za tepla (ostření)
Materiál Ploché disky z bórové oceli, OD 460 až 710 mm (18 až 28 ”), tloušťka 3.2 až 10 mm (8/64 až 25/64”)
Teplota 725 ° C 1335 ° F
Frekvence 75 kHz
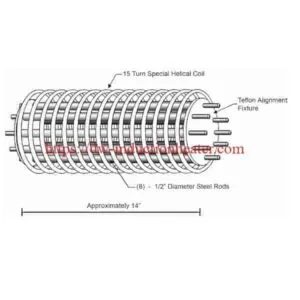
Zařízení Indukční topný systém DW-HF-120 kW využívající 2 pracovní hlavy, spínací systém, 4 speciálně navržené cívky, chladicí systém
Proces V systému PLC je každý ze dvou válcovacích strojů vybaven vzdálenou pracovní hlavou a rotující plošinou, kde je disk držen vodorovně a je držen v poloze centrálním nemagnetickým
talíř o 100 mm menší než průměr disku. 250 mm (10 ”) topná spirála je umístěna nad čepelí, rotačně před přítlačnými válci. Tím se zahřeje celá hrana disku.
Po několika sekundách zahřívání dosáhne hrana požadované teploty a disk se otáčí rychlostí 30 ot / min. Tlak se zavírá a vytváří profil ostré hrany. Konečná hrana se získá po dvou otočeních disku.
Výsledky / Výhody Indukční ohřev poskytuje mnohem rychlejší proces ve srovnání s válcováním za studena; požadovaného profilu je dosaženo po několika sekundách ve srovnání s několika minutami. Metalurgická kvalita hotové hrany je vyšší, protože proces účinně vytvrzuje materiál.
Zařízení a proces se hodí k robotické automatizaci