Co je indukční vytvrzování?
Jak funguje indukční vytvrzování? Jednoduše řečeno, napájení ze sítě se převádí na střídavý proud a dodává se do pracovní cívky, která v cívce vytváří elektromagnetické pole. Kus s epoxidem na něm může být kov nebo polovodič, jako je uhlík nebo grafit. K vytvrzení epoxidu na nevodivých substrátech, jako je sklo, lze použít elektricky vodivý susceptor pro přenos tepla do nevodivého materiálu.
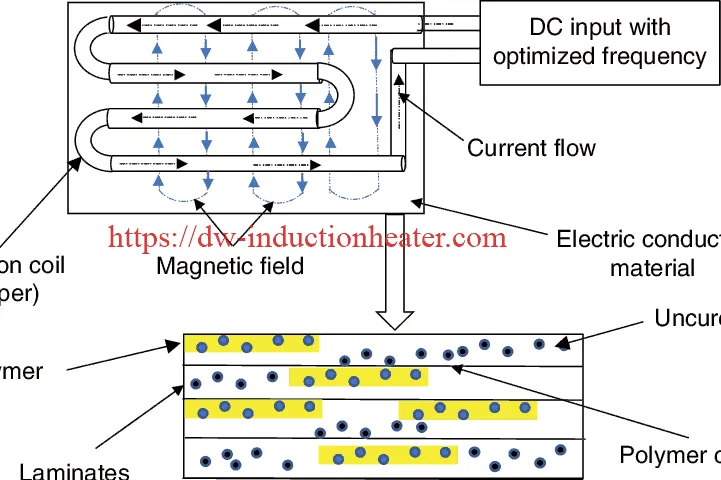 princip indukčního vytvrzování-teorie
princip indukčního vytvrzování-teorieJaké jsou výhody indukčního vytvrzování?
Jednosložková epoxidová lepidla, která jsou vytvrzována teplem, mohou využívat teplo z různých zdrojů. Nejtypičtější je trouba, ale používají se i horkovzdušné pistole, pečicí plechy a indukční vytvrzování. Indukční vytvrzování může výrazně zkrátit dobu potřebnou k vytvrzení epoxidu a minimalizovat účinky tepla na okolní součásti, protože indukční ohřev dodává teplo přesně do oblasti lepidla.
Je indukční vytvrzování dobrou volbou pro mou aplikaci?
Poskytování vašeho indukční topné zařízení specialista a informace o výrobci epoxidového lepidla o následujících tématech jim pomohou učinit nejlepší doporučení.
1. Lepené materiály nebo substráty – Pochopení toho, co jsou substráty, pomůže určit rychlost ohřevu a výkon potřebný k vytvrzení lepidla. Například železo ohřívá méně energie, než je potřeba k ohřevu hliníku.
2. Velikost lepených součástí – Menší části vyžadují vyšší frekvenci pro efektivní ohřev. Větší oblasti těží z nižší frekvence.
3. Požadavky na epoxid – Pro vytvrzování epoxidu existuje minimální/max. Minimální teplota potřebná k vytvrzení a maximální povolená teplota před rozpadem epoxidu.
Indukční vytvrzování pro lepení křemenných třísek na ocelový válec
Společnost v automobilovém průmyslu hledá indukční ohřívací systém, který dokáže dosáhnout teploty 175 °C (347 °F) a udržet ji v úzké toleranci +/- 3 C. Indukční vytápění zahřeje ocelový válec k vytvrzení lepidla pro spojení křemenných třísek. Indukční ohřev je preferovanou metodou, protože poskytuje rychlejší, kontrolovaný a rovnoměrnější ohřev.

Průmysl: Automobilový průmysl
Zařízení: Indukční topný systém DW-UHF-10kW Doporučuje se pro tuto aplikaci vytvrzování zvýšit a udržet požadovanou teplotu.
Process:
Cílem této aplikace indukčního vytvrzování je zahřát dvě strany ocelového válce, který je 1.064” (2.70 cm) vnější průměr, 7.25” (18.41 cm) dlouhý s 1” (2.54 cm) tepelnou zónou až na 175 C (347°). F) a držte tuto teplotu po dobu 60 sekund, aby bylo možné provést lepení. Požadované teploty bylo dosaženo za 13 sekund. K měření teploty byl použit regulátor teploty typu K.
 proces indukčního vytvrzování
proces indukčního vytvrzováníIndukční vytvrzování pro lepení křemenných třísek na ocelový válec