vysokofrekvenční indukční předehřev měděné tyče a konektoru pro epoxidové vytvrzování
indukční předehřívání měděná tyč a konektor pro aplikaci epoxidového vytvrzování
Cíl: Předehřátí části měděné tyče a obdélníkového konektoru na teplotu před vytvrzením epoxidu během výrobního procesu elektrických napínáků
Materiál: Zákazníkem dodaná pokovená měděná tyč (12 ”x 2” x 1 ”/ 305 mm x 51 mm x 102 mm) a konektor
Teplota: 302 ° F (150 ° C)
Frekvence: 25 kHz
Indukční ohřívací zařízení:
-DW-HF-60kW 15-45 kHz indukční topný systém vybaven vzdálenou pracovní hlavou obsahující čtyři kondenzátory 21 μF

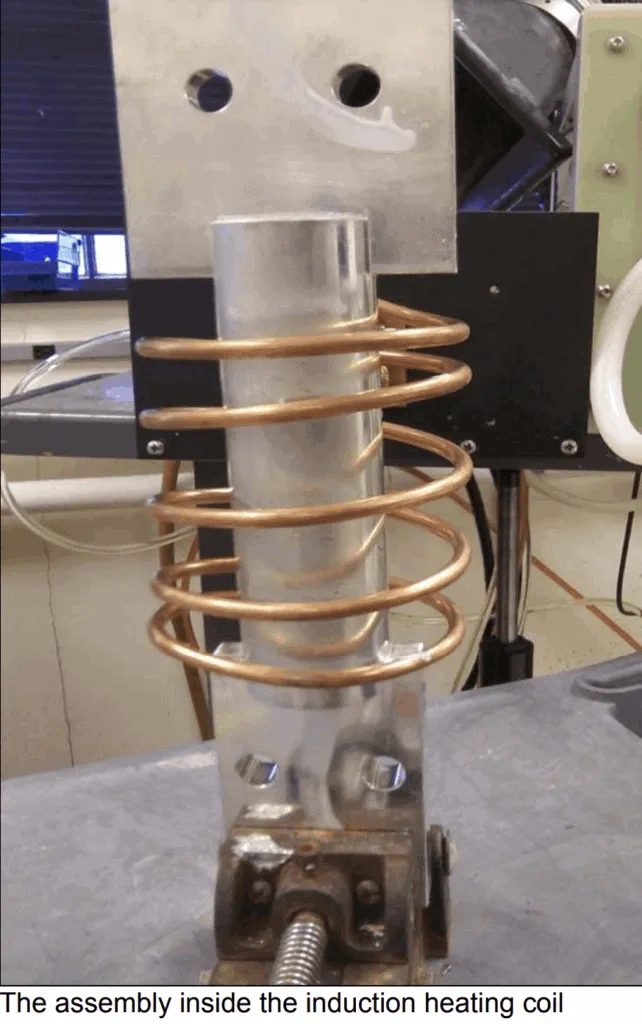
- Jednopolohová spirálová indukční topná spirála se sedmi otáčkami navržená a vyvinutá speciálně pro tuto aplikaci
Proces indukčního ohřevu
Měděná tyč a konektor byly umístěny uvnitř indukční topné cívky a bylo zapnuto napájení. Část se zahřála na teplotu během 55 sekund. Po zahřátí na teplotu byl díl přemístěn a proběhl proces epoxidového vytvrzování / formování. Klient používal velkou troubu k předehřívání těchto tyčí, které
byl nákladově neefektivní. Indukce nabízí rychlejší a nákladově efektivní způsob ohřevu.
Výsledky / výhody - Rychlost: Indukce rychle zahřála součást na teplotu
- Účinnost: Indukce je mnohem efektivnější metodou ohřevu těchto částí na teplotu ve srovnání s jejich
velká trouba
- Přesnost: Indukce umožnila zahřát pouze ty části tyče, které vyžadovaly ohřev