indukční předehřívací titanový blok pro válcování s indukčním ohřívacím systémem MF
Cíl: Předehřev titanového sochoru na 1800 ° F před vstupem do válcovací stolice
Materiál: Zákazník dodal titanový sochor o průměru 4 ”(102 mm) / 24” (610 mm)
Teplota: 1800 ºF (1000 ºC)
Frekvence: 2.7 kHz
Indukční ohřívací zařízení:střední frekvence MFS-200kW 1.5-4.5 kHz indukční topný systém vybaven vzdálenou pracovní hlavou obsahující šest kondenzátorů 40 μF
- Víceotáčková spirálová indukční topná spirála navržená a vyvinutá speciálně pro tuto aplikaci
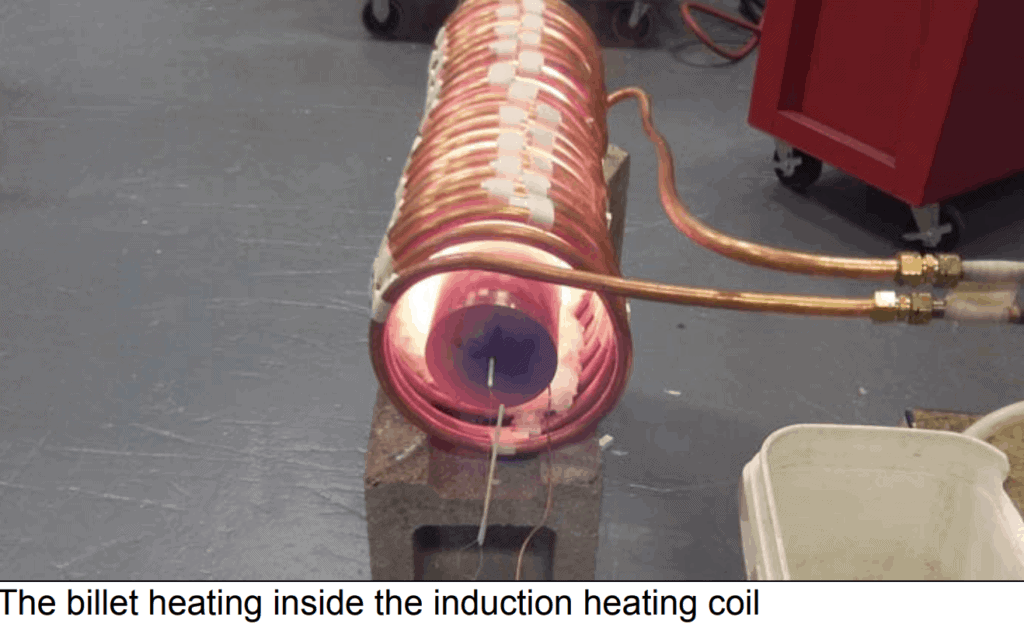
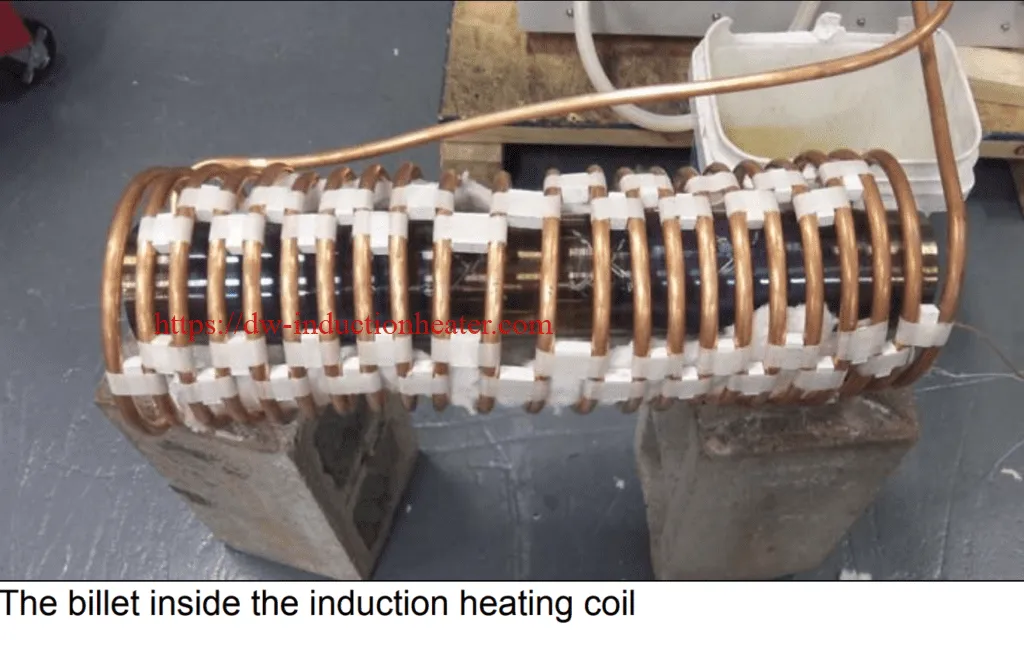
Proces indukčního ohřevu: Titanový blok byl umístěn uvnitř víceotáčkové indukční topné spirály. Část byla zahřívána po dobu pěti minut, což bylo nutné ke snížení teplotního rozdílu mezi středem a vnějškem sochoru. Vzhledem ke značnému průměru dílu, vysoký výkon, nízká frekvence Indukční topný zdroj byl použit. Značné úsilí bylo věnováno návrhu cívky, aby bylo zajištěno co nejrovnoměrnější zahřívání a zároveň minimalizace doby ohřevu.

Výsledky / Výhody
-Rychlost: Indukce rychle zahřála velký sochor a také zahřeje klientovy delší sochy o délce 15 stop
- Rovnoměrný ohřev: Rychlé a rovnoměrné zahřívání indukce umožnilo rovnoměrnou teplotu v celém sochoru
- Opakovatelnost: Tento proces poskytne konzistentní výsledky, takže klient může navrhnout svůj proces kolem pětminutové doby ohřevu