Indukční shrink fit pro vložky s IGBT smršťovací armaturou
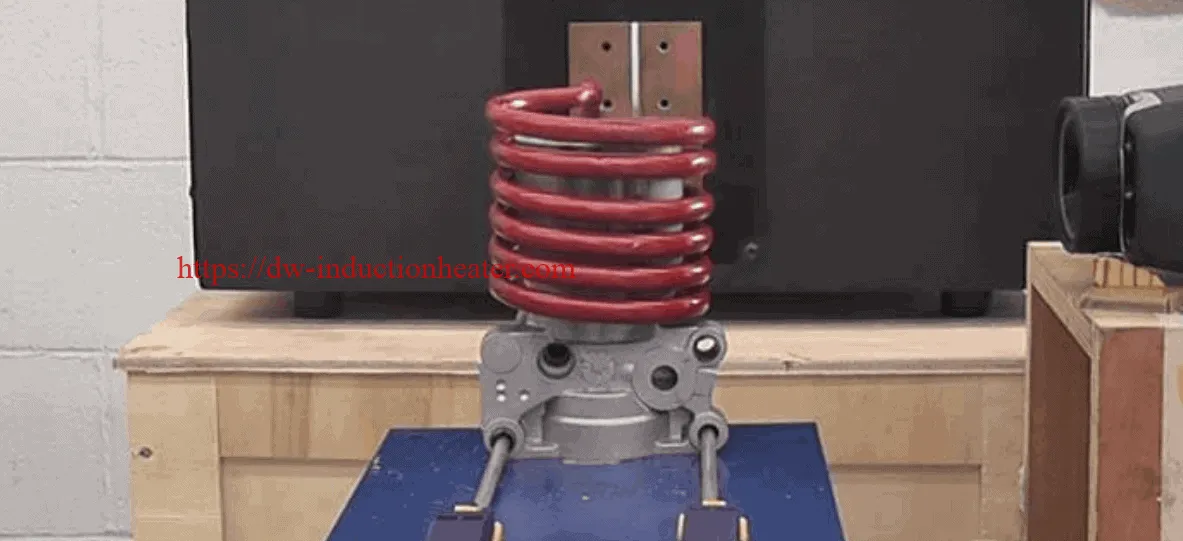
Cíl: Zahřát hliníkové pouzdro palivového čerpadla o rozměrech 8 "x 4 1/2" x 3 1/2 "na 3750F, což umožňuje zasunutí ocelových dílů. V současné době se pouzdra zahřívají déle než hodinu v konvekční peci. Oblasti, do kterých mají být vloženy ocelové části, mají průměr 1.5 “a 0.6875“ v průměru. Proces vložení navíc trvá něco málo přes jednu minutu, takže 3750F by měl být udržován po dobu a
dobu dokončení procesu.
Materiál: Hliníkové těleso čerpadla o rozměrech 8 ″ x 4 1/2 ″ x 3 1/2 ″
Ocelové vložky.
Teplota: 3750F
Použití: Použitím polovodičového indukčního napájecího zdroje DW-HF- 25, 25 kW bylo dosaženo následujících výsledků.
- 3750F bylo dosaženo za jednu (1) minutu, aby bylo umožněno vložení.
- 20 pouzder bylo úspěšně zahříváno pomocí pěti (5) otočné palačinkové cívky.
Zařízení: Ameritherm SP 25, 25 kW výkonový polovodičový indukční napájecí zdroj včetně jedné (1) vzdálené tepelné stanice obsahující čtyři (4) kondenzátory v celkovém objemu 1.0 μF a pět (5) otočné lívance z pravého úhlu vyrobené z 3/16 ″ mědi trubka.
Frekvence: 80 kHz




