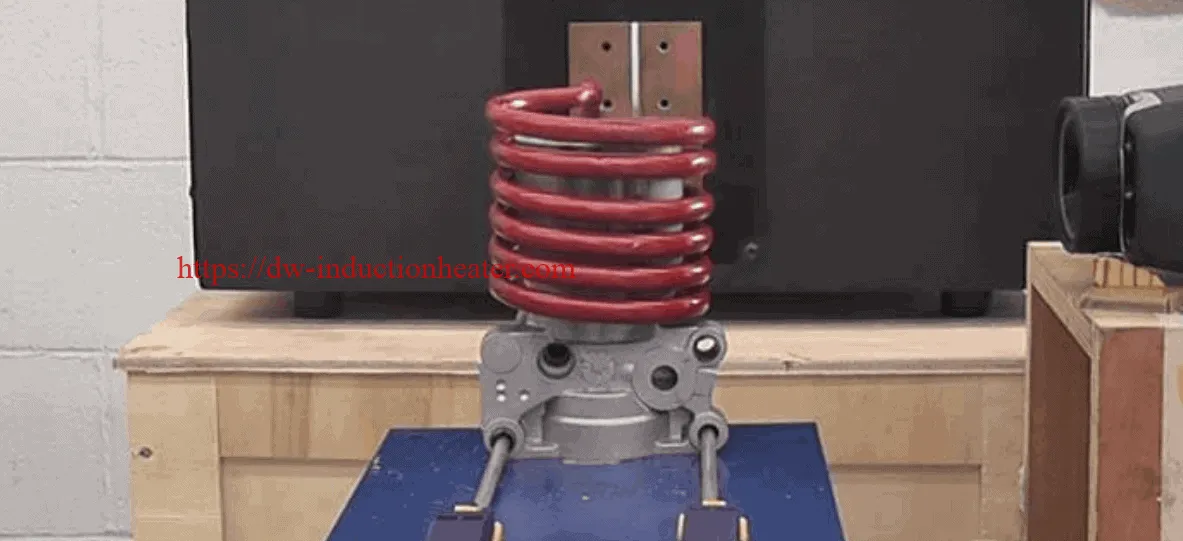
Indukční smršťovací armatura s ocelovou trubkou s topnými jednotkami IGBT
Cíl Zahřátí ocelové trubky na 500-1000 ° F pro aplikaci smršťováním. Určete expanzi (růst) ID při různých teplotách.
Materiál Ocelové trubky 7 "OD x 4.75" ID x 5 "tepelná zóna
Napište termočlánek "K" pro měření teploty
Tepelná přikrývka
Teplota 500, 800, 1000 ° F (260, 427, 538 ° C)
Frekvence 66 kHz
Zařízení indukčního napájecího zdroje DW-HF-7.5, 7.5 kW, 150–400 kHz, vybavené vzdálenou tepelnou stanicí obsahující dva kondenzátory 1.5 μF (celkem 0.75 μF)
Víceotáčková speciální sériově paralelní indukční topná spirála navržená a vyvinutá speciálně pro tuto aplikaci.
Proces Počáteční testy byly dokončeny na vzorku bez tepelné přikrývky. Mezi měděný prstenec a ocelovou trubku se vloží termočlánek pro měření teploty. Část měřena
4.940 1000 ”(při pokojové teplotě s měřidlem ID.) Část dosáhne teploty 538 ° F (10 ° C) za přibližně XNUMX minut.
Níže uvedená tabulka ukazuje srovnání mezi teoretickými a experimentálními výsledky měření

Výsledky / výhody Část měří 4.975 1000 ”při 0.035 ° F, což vede k rozšíření o 4.975” (4.94 500 mínus 800). Při 4.950 a 4.964 ° F byla čísla expanze XNUMX XNUMX, respektive XNUMX XNUMX. Při použití a
tepelná přikrývka se doba zahřátí sníží přibližně o 90 sekund (8.5 minuty na rozdíl od 10 minut).


