

Indukční kalení povrchu ocelových trubek
Popis
Indukční kalení ocelových trubkových povrchových segmentů
Cíl: Indukční kalení se používá v procesu k vytvrzení segmentu ocelové trubky ke zlepšení odolnosti proti opotřebení
Materiál: Ocelové trubkové segmenty: vnější průměr 1.6 ”(40 mm), výška 0.125” (3 mm), výška 2 ”(50 mm)
Teplota: 1832 ºF (1000 ºC)
Frekvence: 88 kHz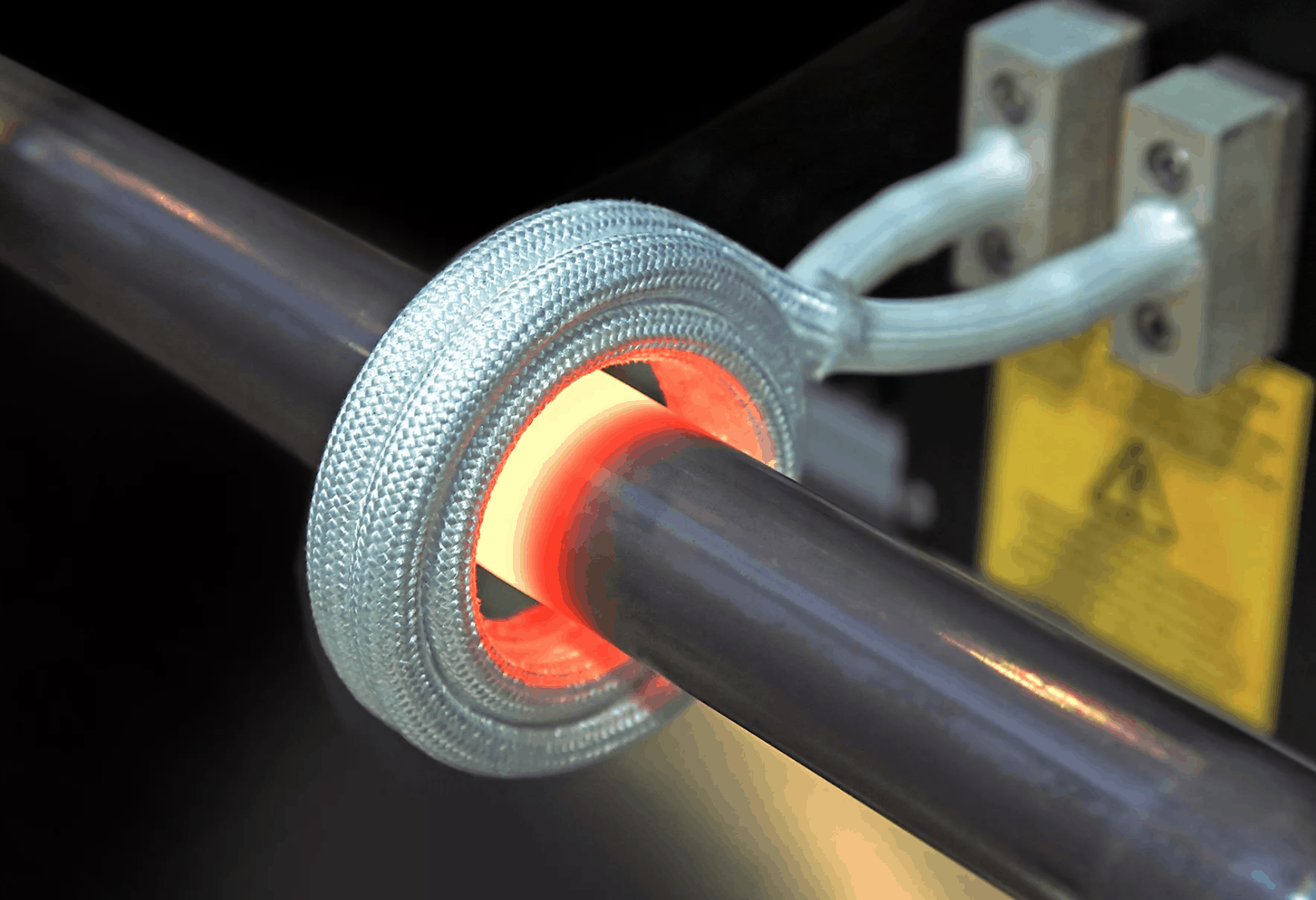
Indukční ohřívací zařízení: DW-UHF-30 kW, 100 kHz indukční topný systém, který je vybaven vzdálenou pracovní hlavou obsahující čtyři kondenzátory 2.0 μF pro celkem 2 μF
- An indukční topné cívky navržen a vyvinut speciálně pro tuto aplikaci, aby pokryl rozsah drátu
průměry.

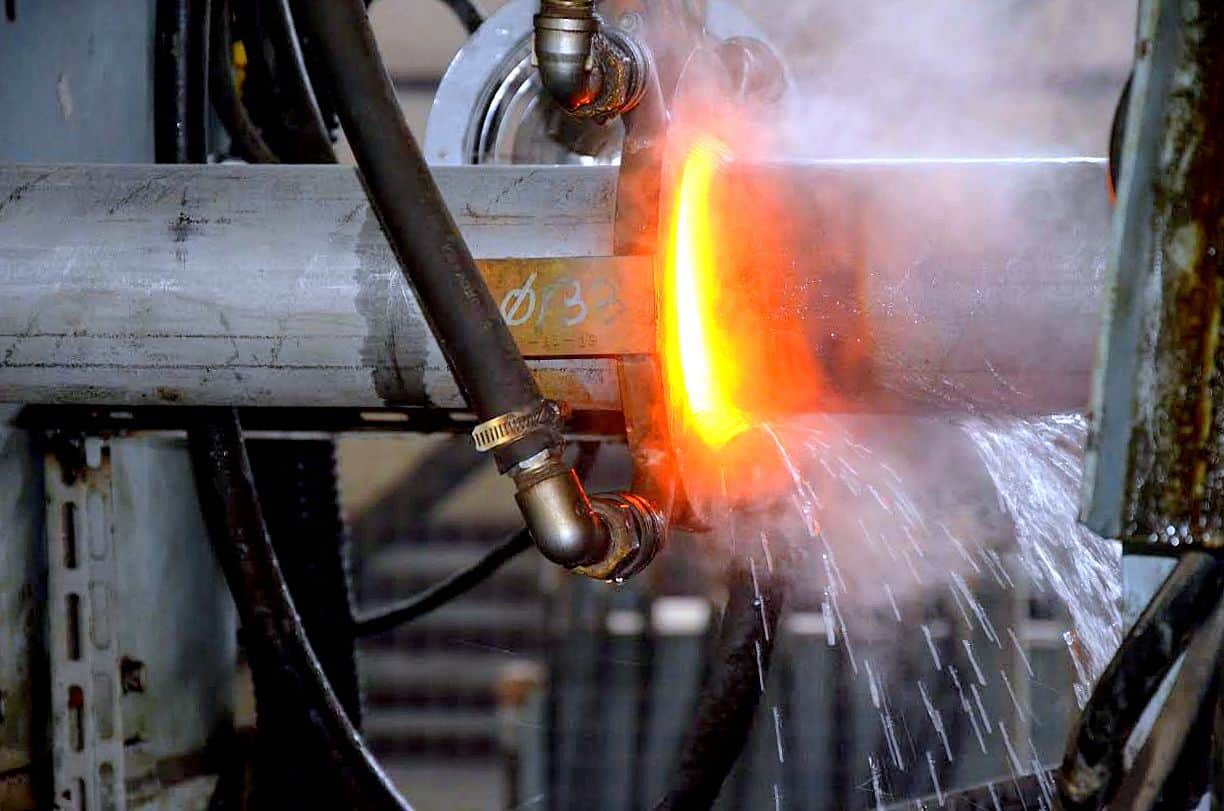
Proces indukčního ohřevu: K zahřátí ocelového pouzdra se používá pětotáčková spirálová cívka. Vzdálenost mezi závity cívky je upravena tak, aby poskytovala rovnoměrné teplo ocelové části. Díly se po tepelném cyklu kalí 7% polymerním kalením, aby se dosáhlo tvrdosti RC40.
Indukční topení Příběh: Zklamaný nízkou úrovní kvality v dříve outsourcovaném procesu zákazník využívá indukci k vlastnímu tepelnému zpracování a kontrole kvality konečného produktu.
Výsledky / Výhody Indukční vytápění zajišťuje:
- teplo přímo do dílu, což šetří energii a čas
- přesná regulace vytápění
- rovnoměrné rozložení topení po části
- rychlejší produkce a vyšší produkce
- bezplamenný proces




