Indukční smršťovací armatura
Popis
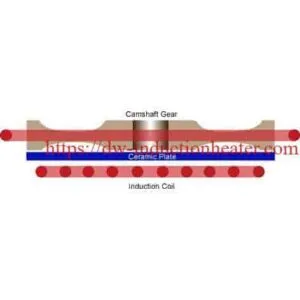
Indukční smršťovací armatura
Indukční smršťovací kování se týká použití indukční ohřívací technologie k předehřátí kovových součástí mezi 150 ° C (302 ° F) a 300 ° C (572 ° F), což způsobuje jejich expanzi a umožnění vložení nebo odstranění další součásti. Typicky se používá nižší rozsah teplot u kovů, jako je hliník, a na kovy, jako jsou nízko / středně uhlíkové oceli, se používají vyšší teploty. Proces se vyhýbá změnám mechanických vlastností, přičemž umožňují zpracování dílů. Kovy se typicky rozšiřují v reakci na vytápění a na chlazení; tato rozměrová odezva na změnu teploty je vyjádřena jako koeficient tepelné roztažnosti.
Proces
Indukční vytápění je bezkontaktní proces vytápění, který využívá princip elektromagnetické indukce vyrábět teplo v obrobku. V tomto případě se tepelná roztažnost používá v mechanické aplikaci k vzájemnému usazení dílů, např. Pouzdro lze namontovat na hřídel tak, že její vnitřní průměr je o něco menší než průměr hřídele, poté se zahřívá, dokud nepřesahuje přes hřídel , a nechat jej vychladnout poté, co bylo zatlačeno přes hřídel, čímž se dosáhne „smrštění“. Umístěním vodivého materiálu do silného střídavého magnetického pole lze zajistit, aby v kovu proudil elektrický proud, čímž se vytvoří teplo v důsledku I2R ztráty materiálu. Proud generovaný proudí převážně v povrchové vrstvě. Hloubka této vrstvy je dána frekvencí střídavého pole a propustností materiálu. Indukční ohřívače pro smršťovací armatury spadají do dvou hlavních kategorií:
· Síťové frekvenční jednotky používají magnetické jádro (železo)
· Indukční ohřívače MF a RF s pevným stavem (elektronika)