Indukční předehřev svařování automobilové transaxle
Popis
Indukční předehřev svařování automobilové transaxle
Cíl: K předehřátí ocelové nápravy s vnějším průměrem 3.6 palce (91 mm) se třemi svařovacími vedeními na teplotu 662 ° F (350 ° C), přičemž každé svařovací potrubí se zahřeje na teplotu během pěti sekund
![]() Materiál: Zákazníkem dodaná ocelová náprava o průměru 3.6 ”(91 mm)
Materiál: Zákazníkem dodaná ocelová náprava o průměru 3.6 ”(91 mm)
Teplota: 662 ºF (350 ºC)
Frekvence: 121 kHz
Zařízení: DW-HF-45kW 50-150 kHz indukční topný systém vybavené vzdálenou tepelnou stanicí obsahující osm paralelně kondenzátorů 1.0 μF
- Vnitřní otvor s jednou polohou indukční topné cívky navrženy a vyvinuty speciálně pro tuto aplikaci.
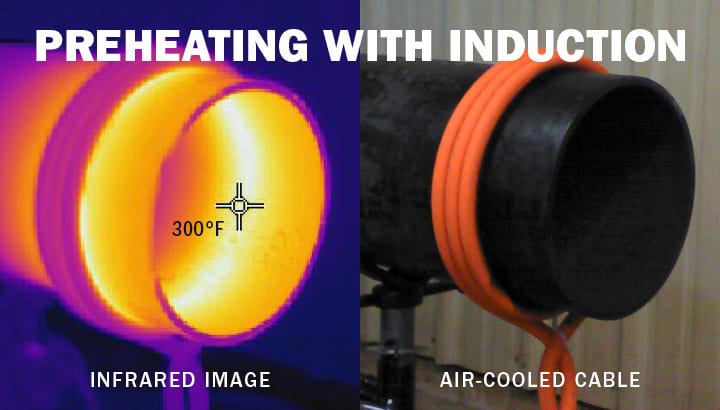
 Proces indukčního předehřevu: Ocelový axel byl natřen barvou indikující teplotu a k dílu byl připevněn termočlánek. Indukční ohřívací cívka byla umístěna uvnitř ocelové nápravy a bylo zapnuto napájení. Tento přístup umožnil zahřátí svařovacího vedení na 662 ° F (350 ° C) během pěti sekund, jak si přál klient. Napájecí zdroj lze naprogramovat tak, aby se vypnul po požadované době ohřevu - v tomto případě pěti sekund. Poté lze cívku přesunout na druhou linii svaru a třetí linii svaru.
Proces indukčního předehřevu: Ocelový axel byl natřen barvou indikující teplotu a k dílu byl připevněn termočlánek. Indukční ohřívací cívka byla umístěna uvnitř ocelové nápravy a bylo zapnuto napájení. Tento přístup umožnil zahřátí svařovacího vedení na 662 ° F (350 ° C) během pěti sekund, jak si přál klient. Napájecí zdroj lze naprogramovat tak, aby se vypnul po požadované době ohřevu - v tomto případě pěti sekund. Poté lze cívku přesunout na druhou linii svaru a třetí linii svaru.
Výsledky / výhody procesu: Když je cívka uvnitř nápravy, nepřekáží jí a lze ji potom snadno přesunout na další svařovací linku
- Rychlost: Indukce a navrhovaný proces umožňuje zahřátí svařovacích vedení na teplotu v cílovém prostoru
čas
- Bezplatné laboratorní testování: Toto je nový projekt pro klienta a testování HLQ Lab Service Request umožnilo klientovi
otestovat jejich aplikaci a byl navržen inovativní přístup




