Žíhání Titanové spojky s indukcí
Popis
Žíhání Titanové spojky s indukčním ohřívačem
Cíl Zahřátí titanového spojovacího prvku na teplotu 1100–1450 ° F (593–788 ° C) pro proces žíhání.
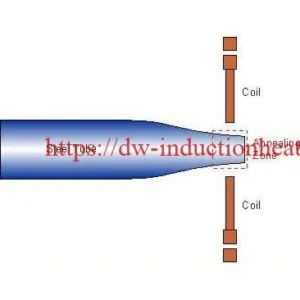
Materiál o zóně vysoké 0.06 palce (1.5 mm) na titanovém spojovacím materiálu o průměru 0.163 až 0.375 mm v průměru a délce 4.14 až 9.52 mm v délce 0.5 až 3.0 palce.
Teplota 1100-1450ºF (593-788ºC)
Frekvence 150 kHz
Zařízení • Indukční topný systém DW-UHF-20kW, vybavený vzdálenou pracovní hlavou obsahující jeden kondenzátor 0.66μF.
• Indukční topná spirála navržená a vyvinutá speciálně pro tuto aplikaci.
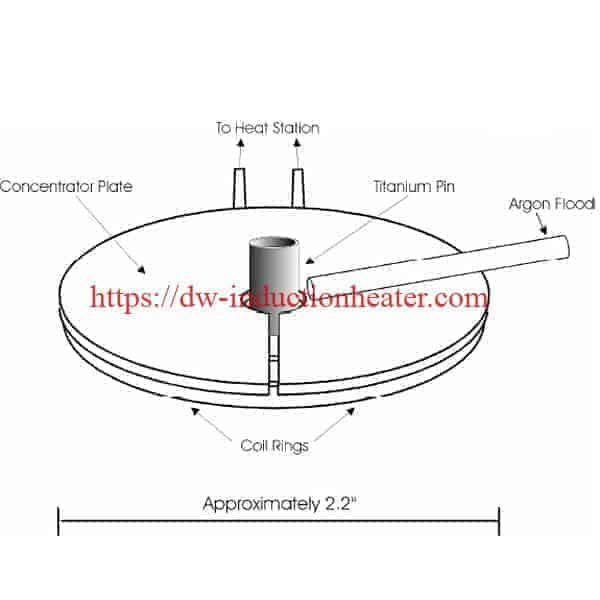
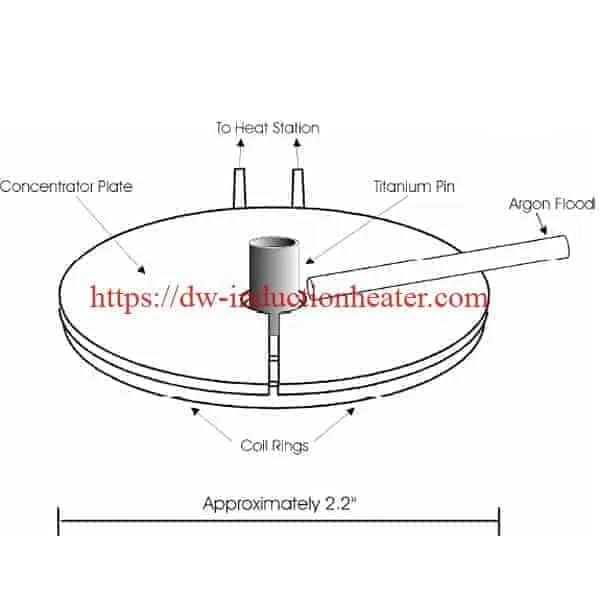
Proces K zahřátí spojovacího prvku po dobu 0.2 sekundy se používá cívka destičky koncentrátoru se třemi otáčkami. Jedná se o automatizovaný proces, který zahrnuje robotické umisťování dílů do cívky z dráhy napájené mísou, zatímco plyn argonu je zaplavován napříč částí, aby se zabránilo oxidaci. Díly se zpracovávají rychlostí 1000 XNUMX dílů za minutu.
Výsledky / Výhody Indukční vytápění zajišťuje:
• Může být snadno integrován s vychystávací a robotickou technikou.
• Bezplamený proces.
• Ohřev je omezen na konkrétní oblast.