Pájení ocelových automobilových dílů se systémem indukčního ohřevu
Automobilové díly Použití Pro indukční ohřev
Automobilový průmysl využívá mnoho různých dílů, které vyžadují teplo pro montáž. Procesy jako pájení natvrdo, pájení, kalení, temperování a lisování za tepla jsou v automobilovém průmyslu běžné. Tyto ohřívací procesy lze výrazně zlepšit použitím indukční ohřev technika.
 Indukční topná technologie může poskytnout automobilovému průmyslu mnoho výhod. V první řadě je neuvěřitelně přesná a konzistentní kontrola času a teploty. To znamená, že proces lze opakovaně provádět přesně stejným způsobem se stejnými výsledky. Tím se snižuje počet vyřazených dílů a tím se snižuje odpad. Indukční ohřev je také extrémně čistý, protože nezahrnuje žádný druh spalování. To neguje potřebu speciální ventilace a odstraňuje klíčová nebezpečí z pracoviště, jako je otevřený plamen a lahve se stlačeným plynem. To má další výhodu v tom, že otevírá více možností pro uspořádání zařízení, protože některé postupy zahrnující teplo již nevyžadují přepravu částí nemovitosti nebo do oddělené oblasti zařízení. Flexibilita uspořádání zařízení je také usnadněna další výhodou indukční technologie, kterou je kompaktní půdorys. Indukční systémy často zabírají méně místa než jiné možnosti, jako jsou plamenné, pecní, infračervené nebo odporové ohřívače.
Indukční topná technologie může poskytnout automobilovému průmyslu mnoho výhod. V první řadě je neuvěřitelně přesná a konzistentní kontrola času a teploty. To znamená, že proces lze opakovaně provádět přesně stejným způsobem se stejnými výsledky. Tím se snižuje počet vyřazených dílů a tím se snižuje odpad. Indukční ohřev je také extrémně čistý, protože nezahrnuje žádný druh spalování. To neguje potřebu speciální ventilace a odstraňuje klíčová nebezpečí z pracoviště, jako je otevřený plamen a lahve se stlačeným plynem. To má další výhodu v tom, že otevírá více možností pro uspořádání zařízení, protože některé postupy zahrnující teplo již nevyžadují přepravu částí nemovitosti nebo do oddělené oblasti zařízení. Flexibilita uspořádání zařízení je také usnadněna další výhodou indukční technologie, kterou je kompaktní půdorys. Indukční systémy často zabírají méně místa než jiné možnosti, jako jsou plamenné, pecní, infračervené nebo odporové ohřívače.
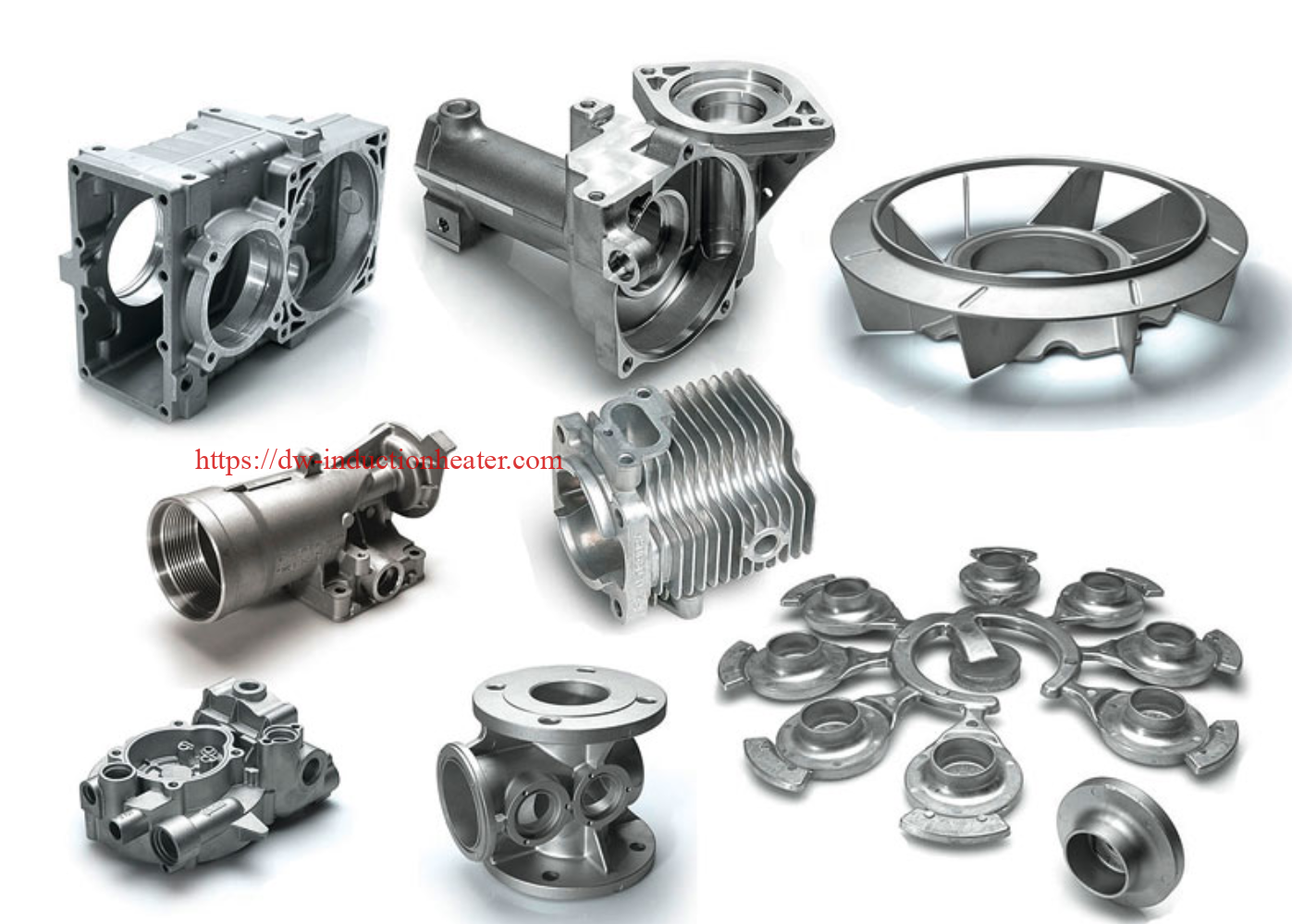
Automobilové díly vyráběné s indukčním zařízením
Společnost HLQ Induction Equipment Co má dobře zavedenou historii navrhování indukční topné zařízení který se používá pro tepelné zpracování dílů pro montáž.
Ložisko
brzdy
Pohon vlaku
Gears
Klouby
Hřídele
Cíl:

Výrobce ocelových dílů pro automobilový průmysl má zájem o modernizaci svého starého indukčního zařízení. Společnost HLQ obdržela vzorky ocelových hřídelí, desek a armatur pro Indukční pájení test.
Výzvou pro tuto aplikaci bylo provedení testů s naším indukčním ohřívačem a klientem indukční topné cívky.
Průmysl: Automobilový průmysl a doprava
Zařízení:
Zdroj indukčního ohřevu, který jsme zvolili pro test pájení, byl Indukční topný systém DW-UHF-10kW.
Process:
Naši inženýři provedli tři testy pro tři různé části. Při každém testu zdroj pracoval s nastavením 10kW výkonu indukčního ohřevu a teplotou 1400°F (760°C).
Doba tepelného cyklu pro první test byla 40 sekund a doba tepelného cyklu pro druhý test byla 60 sekund. Oba byly provedeny s jednootáčkovou cívkou zákazníka. Pro třetí test jsme použili zákaznickou tříotáčkovou cívku a doba zpracování byla 30 sec.


Tato aplikace byla kompletní s cívkami poskytnutými zákazníkem. Pokud je použita speciálně navržená indukční cívka, doba cyklu se zkrátí.
 Výhody:
Výhody:
Investice do nového indukčního ohřívacího zařízení může optimalizovat výrobní proces na mnoha úrovních. Jedním z hlavních cílů je snížení nákladů na energii, čehož lze dosáhnout účinnější technologií. Mezi další výhody indukčního ohřevu patří také zvýšená opakovatelnost a produktivita a také nízké nároky na údržbu.
