Přenosný post tepelně zpracovatelský systém s indukcí
Hlavní použití:
l Předehřátí: svařovací teplo, nátěr, stříkání, ohýbání, montážní a nevhodné teplo
l Tepelné zpracování po svařování: nádrž, kotle, potrubí, ocelový plech nebo jiné kovové práce
l InductionHeat: ohřev formy, lodní, zinková lázeň, velké a nepravidelné kovové části
l Potrubní materiál teplo: potrubní ropa, potrubní plyn, potrubní voda, petrochemický potrubní materiál a další potrubní materiál
Hlavní rysy:
* Vysoká rychlost: 70%
* Nízká tolerance
* Úspora energie
* Vysoká účinnost
* Přesné vytápění
* Jednoduchá obsluha
* Bezkontaktní vytápění
* Ochrana životního prostředí
* Okolnost hypotermie
* Vzduchové chlazení je vhodné pro prostředí s nízkou teplotou
* Indukční ohřev je rovnoměrnější než ohřev olejem, plynem nebo plamenem 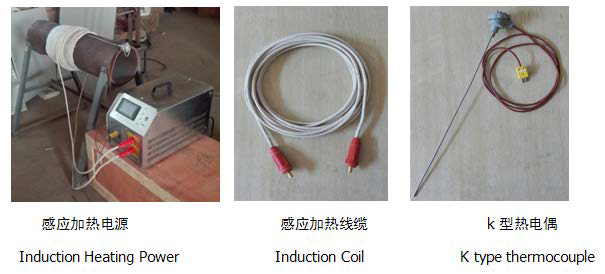
| MYD-20KW | MYD-10KW | |
| Vstupní napětí | 3 * 380V, 50 / 60Hz, dráty 4 | |
| Vstupní proud | 1 ~ 30A | 1 ~ 15A |
| Výstupní proud | 0 ~ 300A | 0 ~ 200A |
| Výstupní výkon | 1 ~ 20KW | 1 ~ 10KW, Max 15KW, 150% pracovní cyklus |
| Výstupní kmitočet | 5 ~ 30KHZ | |
| Termočlánek | K typu | |
| Teplotní systém | Sestavte indukční stroj | |
| Teplota ohřevu | Max800 ℃ | Max500 ℃ |
| Velikost | 700 x 330 x 410 mm | 650 x 310 x 410 mm |
| Hmotnost | 32kg | 26 kg |
| Indukční topná cívka | ||
| Délka | 10 ~ 20 M | |
| Průměr | 15 mm | |
| pracovní teplota | -30 ~ 45 ℃ | |
| Velikost potrubí | OD: 50 ~ 500mm nebo ekvivalent | |

