






Kovářská pec pro kování za tepla
Popis
Kovy Kování Pec s kováním s indukcí pro ohřev předlitků z mědi / hliníku / železa před tvářením za tepla
Indukční vytápění je široce používán v průmyslu tváření kovů za tepla, aby zahříval sochory, které mají být kovány v horkém stavu. V ocelářském průmyslu se oceli kování za tepla zahřívají na teplotu kolem 1000 oC-1250 oC podle obsahu uhlíku a legovacích prvků. Proces kování za tepla vyžaduje zahřívání sochoru s vysokou teplotou rovnoměrně jak podél strany průřezu, tak i po straně příčníku. Obecně je počáteční teplota sochoru v pokojové teplotě a je nutné zahřívat nad teplotu rekrystalizace pro kování za tepla. Existují různé způsoby ohřevu kovu v kování za tepla, včetně indukčního ohřevu, plynové pece, topeniště spalovaného olejem, infračerveného ohřívače a elektrického odporového ohřívače. Indukční ohřev má oproti jiným způsobům ohřevu v kování za tepla různé výhody. Především indukční ohřívací systémy vytvářejí velmi vysokou tepelnou intenzitu velmi rychle v definované části kovu. Systémy indukčního ohřevu jsou navíc systémy rychlého rozběhu, protože tyto systémy nepotřebují dobu předehřívání, jako je tomu u topení v peci. Také doba ohřevu je neslučitelná s jinými metodami. Ve srovnání s vytápěním plynových a olejových pecí se dá snadněji dosáhnout regulace a opakování stejných topných podmínek pro různou dobu. Automatizaci lze aplikovat na indukční topné systémy. To bude vyžadovat minimální prostor prodejny. Indukční vytápění je také energeticky účinnější a šetrnější k životnímu prostředí. Nebudou žádné škodlivé spalovací emise do životního prostředí, jako je tomu v případě vytápění plynovými a ropnými peci. Dále mají plynové pece za následek špatnou kvalitu povrchu v důsledku tvorby vodního kamene. Indukční ohřev poskytuje výrazné snížení tvorby usazenin a oduhličení na zahřátém bloku.
popis produktu
Pro ohřev různých tyčových materiálů: jako je ocel a železo, bronz, mosaz, slitina hliníku atd.
Obrázek jen pro orientaci, barva je měnitelná s různým výkonem.
Funkce a speciální specifikace přizpůsobené požadavkům zákazníka.
Vlastnosti a výhody:
1. Automatické: Automatické podávání, automatický výběr obrobku je dobrý nebo špatný, automatické měření teploty, automatické vybíjení.
2. Integrovaný design: Ušetřete čas, náklady a prostor instalace.
3. Integrovaný ovládací panel zobrazuje provozní stavy stroje, což usnadňuje diagnostiku poruch.
| Funkce | Detail | |
| 1 | Topení rychlé a stabilní | úspora 20% - 30% elektrické energie než tradičním způsobem;
Vysoká účinnost a nízká spotřeba energie |
| 2 | Malé velikosti | Snadná instalace, obsluha a opravy |
| 3 | Bezpečné a spolehlivé | Žádné vysoké napětí, velmi bezpečné pro vaše pracovníky. |
| 4 | Chladicí oběhový systém | Schopen pracovat nepřetržitě 24 hodin |
| 5 | kompletní ochrana funkce |
mnoho typů alarmových lamp: nadproud, přepětí, přehřátí, nedostatek vody atd. Tyto lampy mohou řídit a chránit stroj. |
| 6 | Ochrana životního prostředí | Téměř žádná vrstva oxidu, neprodukovala žádné odpadní vody |
| 7 | Typ IGBT | Zabraňte přerušení elektrické sítě, která není ve spojení; Zajistěte dlouhou životnost stroje. |
Parametry kovů kovářská pec kování za tepla:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Vstupní napětí | 3phases, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Maximální vstupní proud | 320 | 400 | 480 | 640 | 800 | 960 | |
| Frekvence kmitání | 0.5KHz ^ 20KHz (kmitočet kmitání bude přizpůsoben podle velikosti topných částí) | ||||||
| Zatížení pracovního cyklu | 100%, 24h nepřetržitě pracuje | ||||||
| Požadavky na chladicí vodu | 0.1 MPa | ||||||
| Dimenze | hostitel | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Prodloužení | prodloužení bude upraveno dle materiálu a velikosti topných částí | ||||||
| Hmotnost | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Záleží na rozměru rozšíření | |||||||
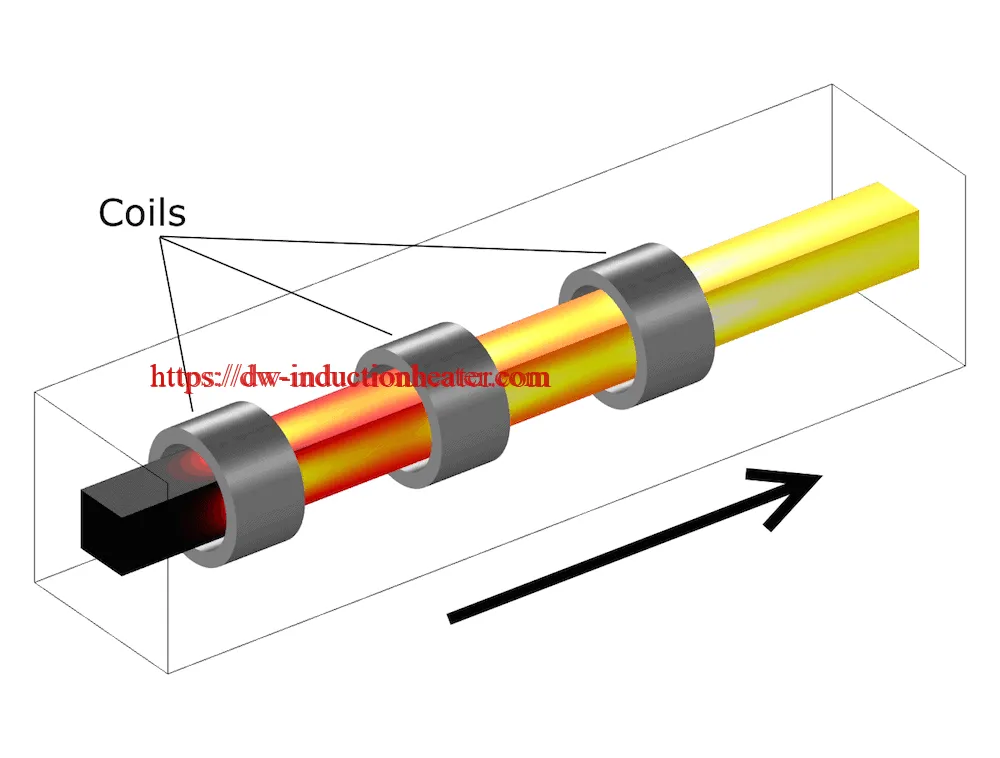
V indukčních kovech se ohřívací pec zahřívá celý předvalek nebo slimák. Obvykle se u krátkých sochorů nebo slimáků používá násypka nebo mísa k automatickému předvedení předlitků v linii ke svíracím válcům, řetězovým tahačům nebo v některých případech pneumatickým tlakovým zařízením. Tyče jsou pak vedeny přes cívku za sebou na vodě chlazených kolejnicích nebo keramických vložkách, které jsou opatřeny otvorem cívky, který snižuje tření a zabraňuje opotřebení. Délka cívky je funkcí požadované doby ponoření, doby cyklu na komponent a délky sochoru. U velkých objemových průřezů není neobvyklé mít cívky 4 nebo 5 v sérii, které poskytují 5 m (16 ft) cívky nebo více.







