
Indukční předehřevové svařovací ocelové tyče
Popis
Aplikace ocelových tyčí pro indukční předehřev
Objektivní Předehřát ocelové tyče na 500 ° C pro svařovací aplikace pro významného výrobce zařízení
Materiál: Ocelové čepy dodané zákazníkem (různé, průměrně 2 ”/ 51 mm)
Teplota: 500 ºF (260 ºC)
Frekvence: 100 kHz
Zařízení: Indukční topný systém DW-HF-45kW 50-150 kHz vybavený vzdálenou tepelnou stanicí obsahující osm kondenzátorů 1.0 μF
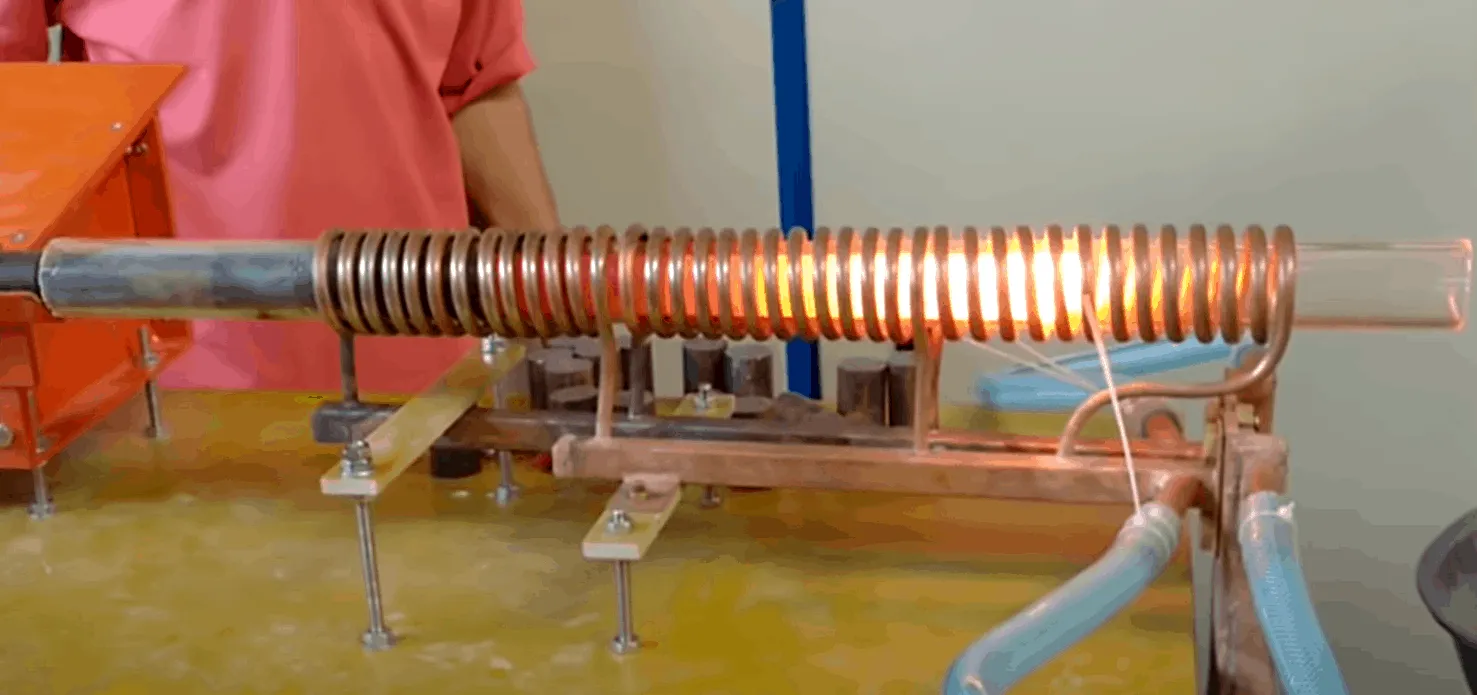
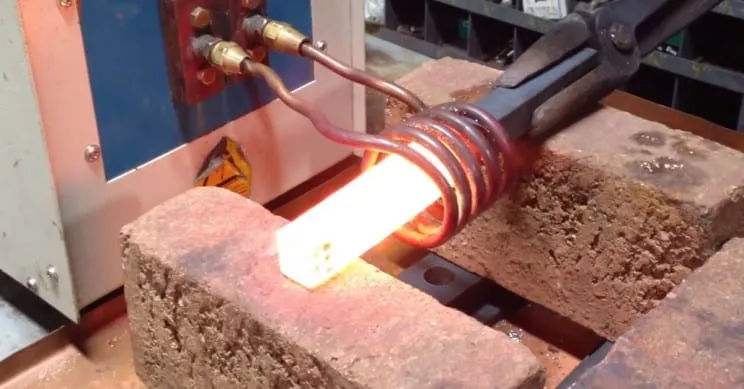
- Vícepolohová dvouotáčková indukční topné cívky navržen a vyvinut speciálně pro tuto aplikaci
Proces indukčního předehřevu: Ocelová tyč byla vložena do cívky a bylo zapnuto teplo. Část dosáhla během jedné minuty 600 ° C (316 ° F). Napájení bylo vypnuto a tyč byla sledována po dobu 30 sekund, aby bylo zajištěno, že vnější vrstva neklesne pod 500 ° F (260 ° C).

Na základě zkušeností a testování aplikační laboratoře platí, že čím delší doba ohřevu, tím méně energie.
Čím delší je doba ohřevu, tím déle zůstávala venkovní teplota nad 500 ° F.
S ohledem na to existují další možnosti, pokud jde o napájecí zdroje, od 15kW indukčního ohřívače s dvoupolohovou cívkou, která má dobu ohřevu dvě minuty, až po 45kW indukční topný systém se čtyřpolohovou cívkou a dobou ohřevu jednu minutu.
Výsledky / Výhody
Přesné ohřívání: Zákazník uvažuje o přechodu z plamene, protože indukce může nabídnout přesnější a opakovatelný ohřev
- Penetrace: Indukce ve srovnání s pochodní, která je pro ni důležitá, proniká špičkou do špendlíku
předehřev pro svařování
- Rychlost: Indukce umožňuje rychlý ohřev, který může zvýšit produkci ve srovnání s ohřevem hořáku
- Kvalita dílu: Svítilna může součást křehnout, což činí indukci výhodnou
- Pracovní prostředí: Indukční předehřev je bezpečnější metoda ohřevu, která vnáší na pracoviště méně tepla než plamen



