
Indukční kování ocelových pásů
Popis
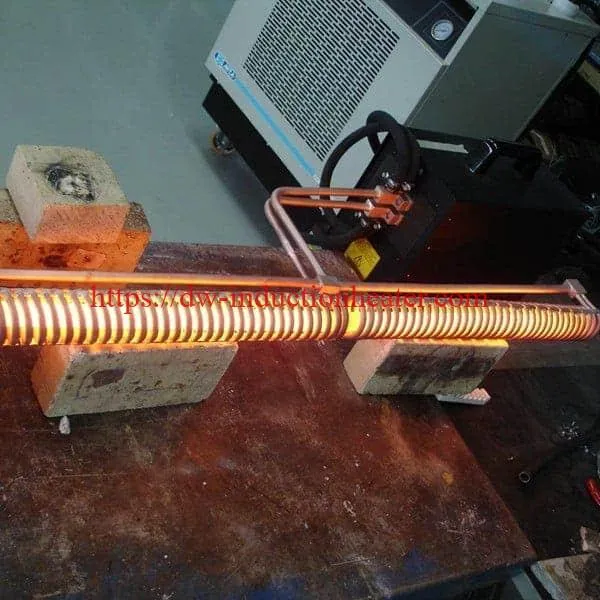
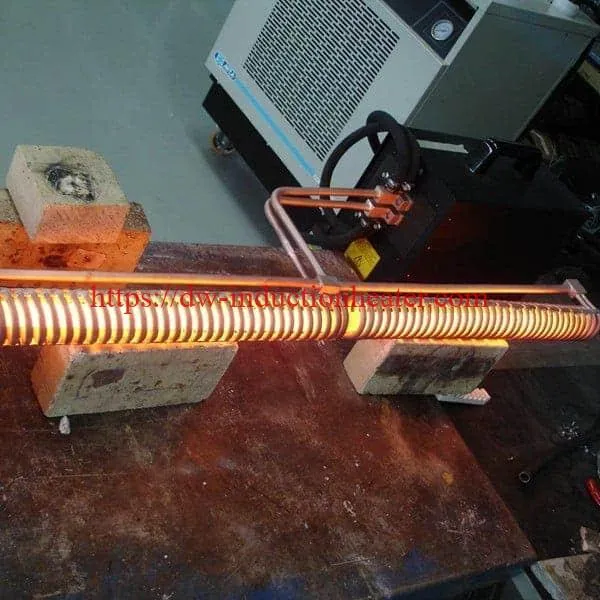
Indukční kování ocelových pásů s indukční topnou soustavou
Cíl Zahřát pás z 1025 oceli na 1800 13 ° F před kovacím procesem pro výrobu podkovy. V současné době jsou polotovary řezány a ohřívány v plynové peci a poté kovány v lisu. S indukční cívkou na místě by se ocel kontinuálně přiváděla z válce přes indukční cívku a do kovacího lisu. Aby bylo možné dosáhnout zvýšené rychlosti výroby, musí se zahřátí 10 ″ ocelového profilu provést do XNUMX sekund.
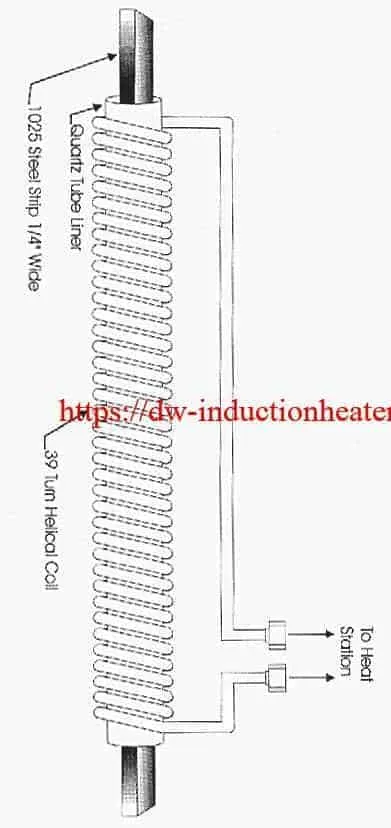
Materiál 1025 Ocelový pás přibližně 3/4 “široký a 1/4“ silný.
Teplota 1800 ºF
Frekvence 50kHz
Zařízení DW-HF-60kW poskytuje polovodičový indukční napájecí zdroj včetně tepelné stanice s celkovou kapacitou 0.5 μF.
Proces Bylo zjištěno, že indukční napájecí zdroj Ameritherm o výkonu 40 kW účinně dosahuje následujících výsledků: Výsledky • 1800 10 ° F bylo dosaženo za XNUMX sekund.
• Bylo dosaženo rychlosti výroby 1 dílu každých 5-10 sekund.
• Výše uvedených výsledků bylo dosaženo použitím 39 závitové spirálové pracovní cívky o rozměrech 1 1/2 ″ ID a 11 1/2 ″ OAL.