Indukční tepelné vytyčování pro pružinový drát a nylonový prášek
Tepelné vytyčování zahrnuje použití indukční ohřev v procesech, kde plasty mění skupenství z pevného na kapalné. Jedním z běžných použití pro tuto aplikaci je lisování kovové části do plastové části. Kov je zahříván pomocí indukce na teplotu vyšší, než je teplota přetavení plastu. V některých případech může být kov vtlačen do plastu před zahřátím; nebo může být kov před zatlačením do plastu zahřátý, což způsobí přetavení plastu, když je součást vtlačena (také známé jako přetavení plastu). Indukční ohřev lze použít i ve vstřikovacích lisech na plasty. Indukční ohřev zlepšuje energetickou účinnost pro procesy vstřikování a vytlačování. Teplo je generováno přímo v válci stroje, což snižuje dobu zahřívání a spotřebu energie.
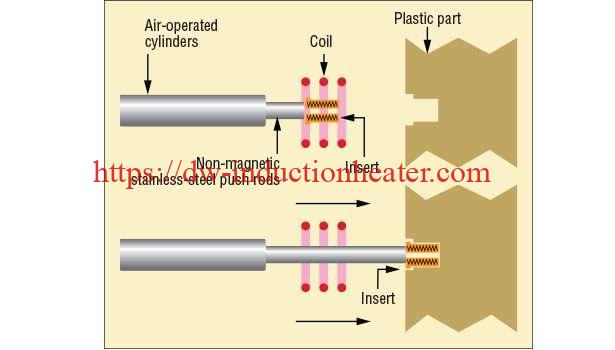 Vkládání kovu do plastu zahrnuje zahřátí kovové vložky se závitem na teplotu nad bodem přetavení plastu a její vtlačení do plastové části. Proces vyžaduje rychlé, přesné a opakovatelné zahřívání. Změkčení vnitřních závitů je výsledkem dlouhých zahřívacích procesů.
Vkládání kovu do plastu zahrnuje zahřátí kovové vložky se závitem na teplotu nad bodem přetavení plastu a její vtlačení do plastové části. Proces vyžaduje rychlé, přesné a opakovatelné zahřívání. Změkčení vnitřních závitů je výsledkem dlouhých zahřívacích procesů.
Indukční vytápění poskytuje přesnou regulaci tepla pro zajištění konzistentního výsledku s vysoce kvalitními výsledky. Zařízení lze naprogramovat na konkrétní úroveň výkonu a dobu ohřevu, čímž se odstraní variabilita obsluhy a zlepší se opakovatelnost procesu.
 Cíl: Pro zahřívání konců 0.072″ pružinového drátu, vzdálených od sebe 1/2″, rovnoměrně pro aplikaci nylonového prášku na 1″ délku konce. Po zahřátí na 7000F, nylonový prášek se přitaví k drátu a vytvoří ochranný povlak. Kostice v minulosti prorážely podpůrný oděv a škrábaly nositele. Přidáním ochranného nylonového povlaku na konce drátěné formy se této nepříjemné situaci zabrání.
Cíl: Pro zahřívání konců 0.072″ pružinového drátu, vzdálených od sebe 1/2″, rovnoměrně pro aplikaci nylonového prášku na 1″ délku konce. Po zahřátí na 7000F, nylonový prášek se přitaví k drátu a vytvoří ochranný povlak. Kostice v minulosti prorážely podpůrný oděv a škrábaly nositele. Přidáním ochranného nylonového povlaku na konce drátěné formy se této nepříjemné situaci zabrání.
Materiál: Pružinový drát a nylonový prášek
Teplota: 370 ℃
Použití: Projekt DW-UHF-6KW-III výstup v pevném stavu Indukční topný zdroj spolu s jedinečnou pěti (5) závitovou podlouhlou spirálovou cívkou bylo použito k dosažení následujících výsledků:
- 370 ℃ bylo dosaženo dvanácti (12) sekundovým cyklem stroje.
- Jednotný povlak byl vytvořen jako výsledek rovnoměrného ohřevu díky jedinečné pěti (5) závitové podlouhlé spirálové cívce.
- Dvanáct (12) vzorků drátu bylo současně zahříváno v unikátní pracovní cívce.
Zařízení: DW-UHF-6KW-III výstupní polovodičový indukční napájecí zdroj včetně jedné (1) vzdálené tepelné stanice obsahující dva (2) kondenzátory s celkovou hodnotou 0.66 µF a unikátní pěti (5) závitovou podlouhlou spirálovou cívku o šířce 2 1/2″, 8 1/ 2″ dlouhé a 2 3/4″ vysoké s dolními dvěma závity na koncích zahnutými dolů.
Frekvence: 258 kHz
