Proces indukčního tváření za tepla a kování
Indukce tváření za tepla je proces výroby průmyslových spojovacích prostředků, jako jsou šrouby, šrouby a nýty. Teplo se používá ke změkčení kovu, kterým je obvykle plech, tyč, trubka nebo drát, a poté se tlak používá ke změně tvaru kovu provedením některé z následujících operací: horká hlava, vysekávání, děrování, drážkování, děrování, ořezávání , stříhání nebo ohýbání. Kromě toho je ohřev sochorů také procesem, který se nejlépe provádí při indukčním tváření za tepla.

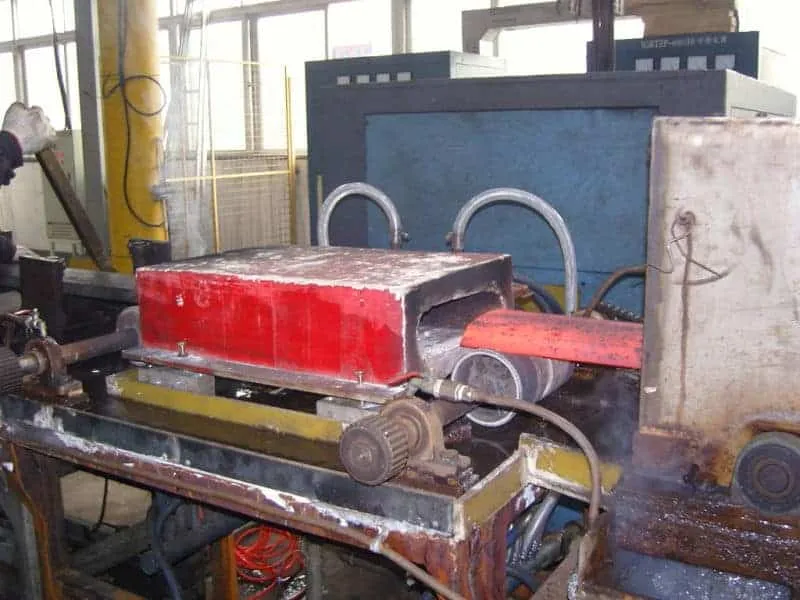
DIGITÁLNÍ KAMERA SAMSUNG Moderní indukční ohřev poskytuje oproti jiným způsobům ohřevu mnoho výhod a běžně se používá pro lepení. Ohřev indukcí poskytuje spolehlivé, opakovatelné, bezdotykové a energeticky účinné teplo za minimální dobu. Indukční vytápění je také ideální pro in-line výrobní procesy díky své schopnosti vyrábět opakovatelné, rychlé a přesné ohřívací cykly.
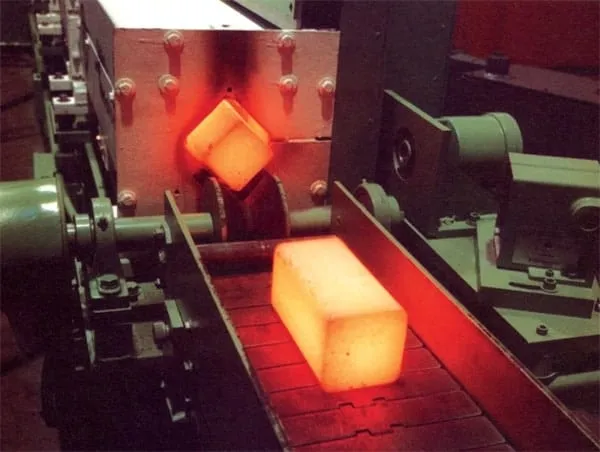
Tváření za tepla a kování, horké ražení a vytlačování spočívá ve vytvoření součásti, která byla předtím zahřátá na teplotu, při které je její odolnost proti deformaci slabá. Přibližné teploty tváření za tepla nejběžněji používaných průmyslových materiálů jsou:
- Ocel od 1100 do 1250 ° C
- Mosaz 750 ° C
- Hliník 550 ° C

Po zahřátí materiálu se operace tváření za tepla provádí na různých typech strojů: mechanické rázové lisy, ohýbačky, hydraulické vytlačovací lisy atd.
Výchozí materiál používaný při kování je ve formě zaoblených čepů, čtverců (sochorů) nebo tyčových materiálů.
K ohřevu dílů se používají běžné pece (plyn, palivo), lze však použít i indukci.
Výhody indukčního ohřevu:
- Úspora materiálu a energie plus flexibilita
- Vyšší kvalita
- Kontrola procesu
- Mnohem kratší doby ohřevu
- Méně oxiduje a produkce vodního kamene je velmi nízká
- Snadné a přesné nastavení použité teploty
- Není potřeba čas na předehřívací a udržovací ohřev pece (například po víkendu nebo během víkendu, kdy to trvá déle)
- Automatizace a snížení požadované pracovní síly
- Teplo může být směrováno do jednoho konkrétního bodu, což je velmi důležité pro součásti s pouze jednou tvářecí oblastí
- Větší tepelná účinnost
- Lepší pracovní podmínky, protože jediným vzduchem přítomným teplem jsou samotné součásti
Proces kování a tváření za tepla je běžným procesem při výrobě mnoha průmyslových odvětví, jako je automobilový, železniční, letecký a kosmický průmysl, ropa a plyn, řetězy a kování.
