indukční pájecí měděné a mosazné tyče
Objektivní
Indukční pájení měděných a mosazných tyčí a proužků, které nahrazují provoz hořáku. Současný proces hořáku má za následek nadměrné znečištění sestavy a vyžaduje rozsáhlé přepracování po pájení.
Zařízení
Vysokofrekvenční indukční pájecí stroj DW-UHF-40KW
Dopravní cívka se dvěma otočnými konci
Materiály
• Měděná kupónová deska a měděná tyč
• Pájecí drát - EZ Flo 45
• slitina Braze - 45% stříbro, 1/32 DIA
TEST
Výkon: 30 kW
Teplota: Přibližně 1350 ° C
Čas: Průměrná doba - 25 sekund
Proces a výsledky:
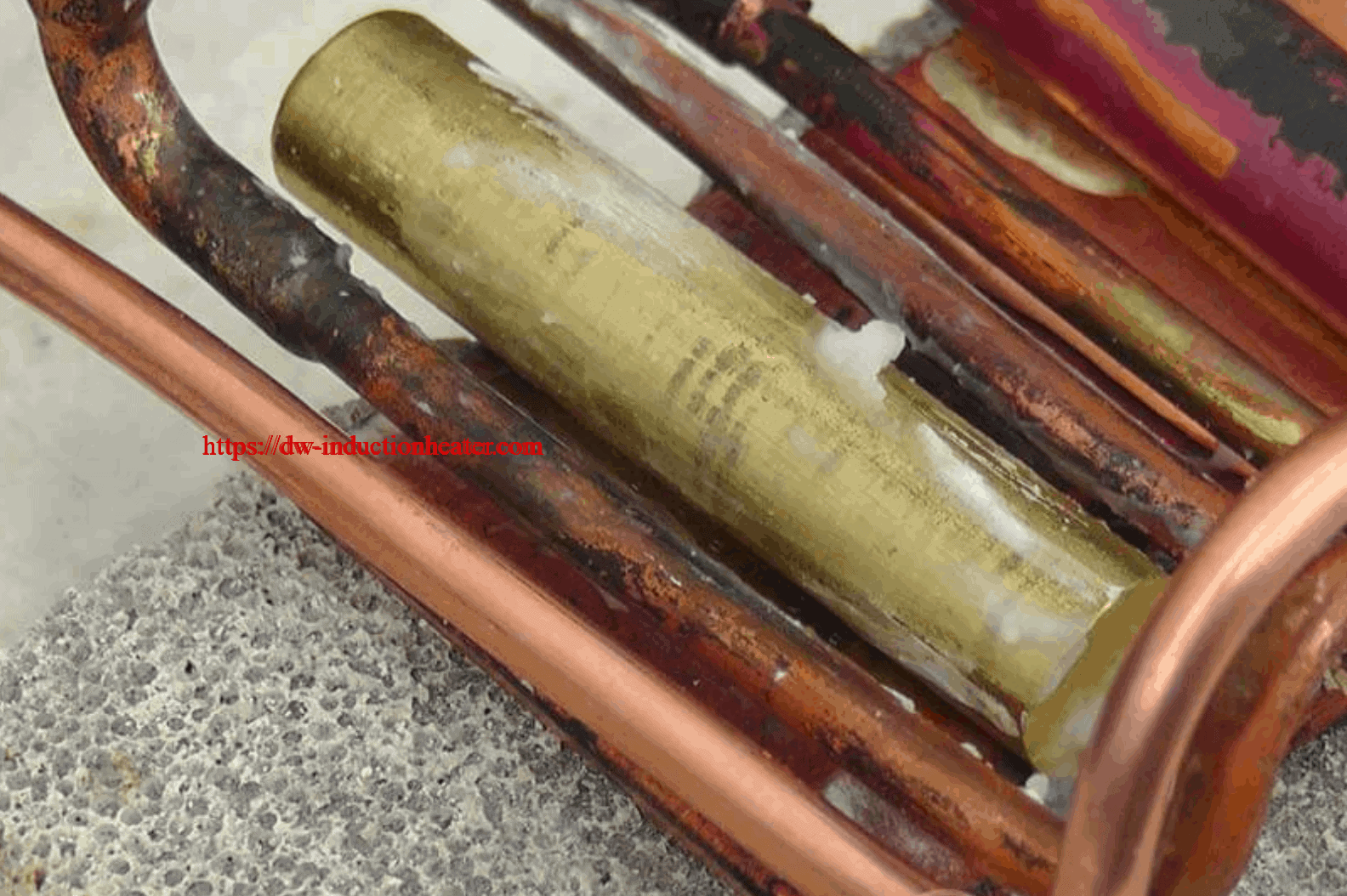
Pro indukční pájecí měděný kupónový talíř a měděnou tyč, pájecí drát EZ Flo 45 byl rozřezán na 2 ”délky a umístěn do oblasti rozhraní. V produkční situaci se doporučuje pájecí pasta EZ Flo 45. Sestavy byly sestaveny (viz fotografie) a zahřívány po průměrnou dobu 25 s, aby proudily slitiny a dosáhly pájení.
Díky rozdílu odporu kovu mezi mědí a mosazi se mosazná tyč přednostně zahřívá. Cívka navržená pro pájení tyčí na deskovou sekci zahřívá tyče a teplo se přenáší na desku více vedením než indukcí, což způsobuje, že tyčinky původně dosáhly teploty před deskou. Pokud jsou materiály stejné (měď na měď nebo mosaz na mosaz, není to problém. Pokud je tyč měděná a deska je mosaz, nejsou problémy - pouze pokud je tyč mosaz a deska je měď. To vyžaduje výkon se sníží, aby se umožnila vazba pro přenos tepla z mosazné tyče k měděné desce.
Výsledky / Výhody:
- Silné trvanlivé spoje
- Výběrová a přesná tepelná zóna, která má za následek menší zkreslení součásti a stres spár než svařování
- Méně oxidace
- Rychlejší topné cykly
- Konzistentnější výsledky a vhodnost pro velkoobjemovou výrobu bez potřeby dávkového zpracování
- Bezpečnější než plamenné pájení
